©️ arts & crafts All rights reserved.
製造業における最適化の再定義、工程間という未開拓領域

1.はじめに
近年、多くの製造現場では加工・組立など主工程の自動化が進んでおり、ロボットやCNC機など高付加価値工程の効率化が図られています。
それにもかかわらず、現場の実態を見ると、リードタイムは短縮されず在庫は減らず、人手も依然として必要という状況が散見されます。
例えば、各工程を高速化しても次工程への搬送や段取り待ちがボトルネックになることで、全体の生産サイクルは十分には改善しないケースが多くあります。
実際、トヨタ自動車が確立したリーン生産方式(無駄を徹底的に排除し、必要なものを必要な分だけ流す生産方式)でも、「真のボトルネックは処理速度ではなく、前後工程で蓄積する仕掛在庫(WIP)にある」と指摘されています。
裏を返せば、どれだけ個々の設備を高速化しても、工程間の流れに遅れやムダがあれば工程全体のスループットは上がりません。こうした現状から、多くの工場で「真のボトルネックはもはや個別工程内ではなく工程間に移っている」と考えられるようになっています。
- リードタイムは短縮されない … 加工速度が上がっても工程間の待ち時間が解消されなければ全体期間は変わらない。
- 在庫は減らない … 部品や仕掛品が各工程に滞留し、在庫水準が下がらない。
- 人手は依然として必要 … 自動化で工数が減っても、搬送や段取り、調整といった非自動化業務が残り、結果的に多くの人員を要する。
これらはまさに「部分最適の積み上げでは全体最適にならない」典型例です。
次節で示すように、従来の主工程自動化には大きな効果があった一方で、その先に待ち受ける工程間のムダが見過ごされがちだったことが、今もなお待ち時間や仕掛在庫といった非効率が現場に残り続けている原因と言えます。
2.主工程自動化という“正解”の限界
これまでの製造現場では、付加価値を生む主工程の高速化・自動化が中心戦略でした。典型的な取り組みには、以下のようなものがあります:
- 加工・組立など主工程の高度化:レーザー加工機や5軸マシニングなどを導入し、工程内サイクルを短縮。
- 専用機・産業用ロボットの導入:溶接ロボットや組立ロボットを投入し、人手作業を省力化。
- タクト(生産サイクル)の最適化:各工程の作業時間をそろえてライン全体の流れを均一化。
こうした取り組みにより、機械1台あたりの処理能力や品質面では大きな改善が得られてきました。一方で、こうした部分最適の積み上げには限界もあります。
具体的には次のような問題が顕在化します。
- 前後工程との非同期:高速化した工程同士で投入タイミングが合わず、一方の工程は作業待ち、他方は仕掛在庫の山が発生する。
- 中間在庫の増大:各工程間に仕掛品が滞留し、在庫コストやスペースが肥大化する。
- 搬送・待ち時間のブラックボックス化:人手やカートによる搬送、段取り時間などが見えにくくなり、リードタイム全体への影響が把握されない。
実際、リーン生産の観点でも「改善すべきは実質的なボトルネックであり、真の制約条件を解消しないと全体スループットは上がらない」とされています。システム全体のスループットは本当のボトルネック工程で決まるため、それ以外の工程を速くしても出力は変わりません。むしろボトルネックではない工程だけを高速化すると、後工程で処理しきれない仕掛品が溜まり、在庫の増大やリードタイムの延長を招く結果となります。
つまり、伝統的な主工程最適化モデルは「どれだけ各機械を速く回すか」に注力してきましたが、その結果として工程間の流れ(フロー)が新たな制約となってしまいました。この点を踏まえると、単なる「主工程の機械能力向上」だけでは製造全体の効率化には不十分であり、課題解決には「工程間フローの最適化」という視点が不可欠であることが示唆されます。
3.なぜ今、工程間自動化なのか
では、なぜ近年になって工程間自動化への関心が高まっているのでしょうか。その背景には、以下のような構造的要因があります:
- 多品種少量化 → 現代では消費者ニーズの多様化により、生産は大量一括から個別少量多品種(High-Mix Low-Volume: HMLV)へ移行している。この場合、ライン全体を一括管理する従来型生産方式は成り立ちにくく、工程間の柔軟性と可変性が重視される。
- 人手不足の質的変化 → 日本では急激な少子高齢化により労働力人口が減少し、特に技能・経験を要する段取りや調整作業の人手が不足している。労働力確保が一層困難な状況が続く中で、自動化の効果は単純作業の省力化だけでなく、段取り・搬送・調整作業の代替にシフトしている。
- デジタル化の進展 → IoTセンサーやネットワークの普及により、工程間の情報連携が容易になった。デジタルツインやシミュレーション技術を活用すれば、見えない仕掛在庫の蓄積箇所やボトルネックをリアルタイムに把握できる。これにより、工程間の最適化施策が実効的に計画・検証できるようになっている。
- 投資効率の観点 → 多くの現場では主要設備の自動化はすでに一巡し、大きな伸びしろは減少している。その一方で、まだ未整備だった工程間(搬送・在庫・スケジューリング)に投資を注ぐことで、トータル効率をさらに改善できる余地がある。「価値創出のフロンティアが工程間に移った」とも言える状況。
これらの要因を総合すると、従来型の主工程フォーカスから、工程間を含む製造フロー全体を見渡した最適化へのパラダイムシフトが求められています。技術的にも経営戦略的にも「工程間の無駄をいかに削減し、全体の流れをスムーズにするか」が現在の重要テーマとなっています。
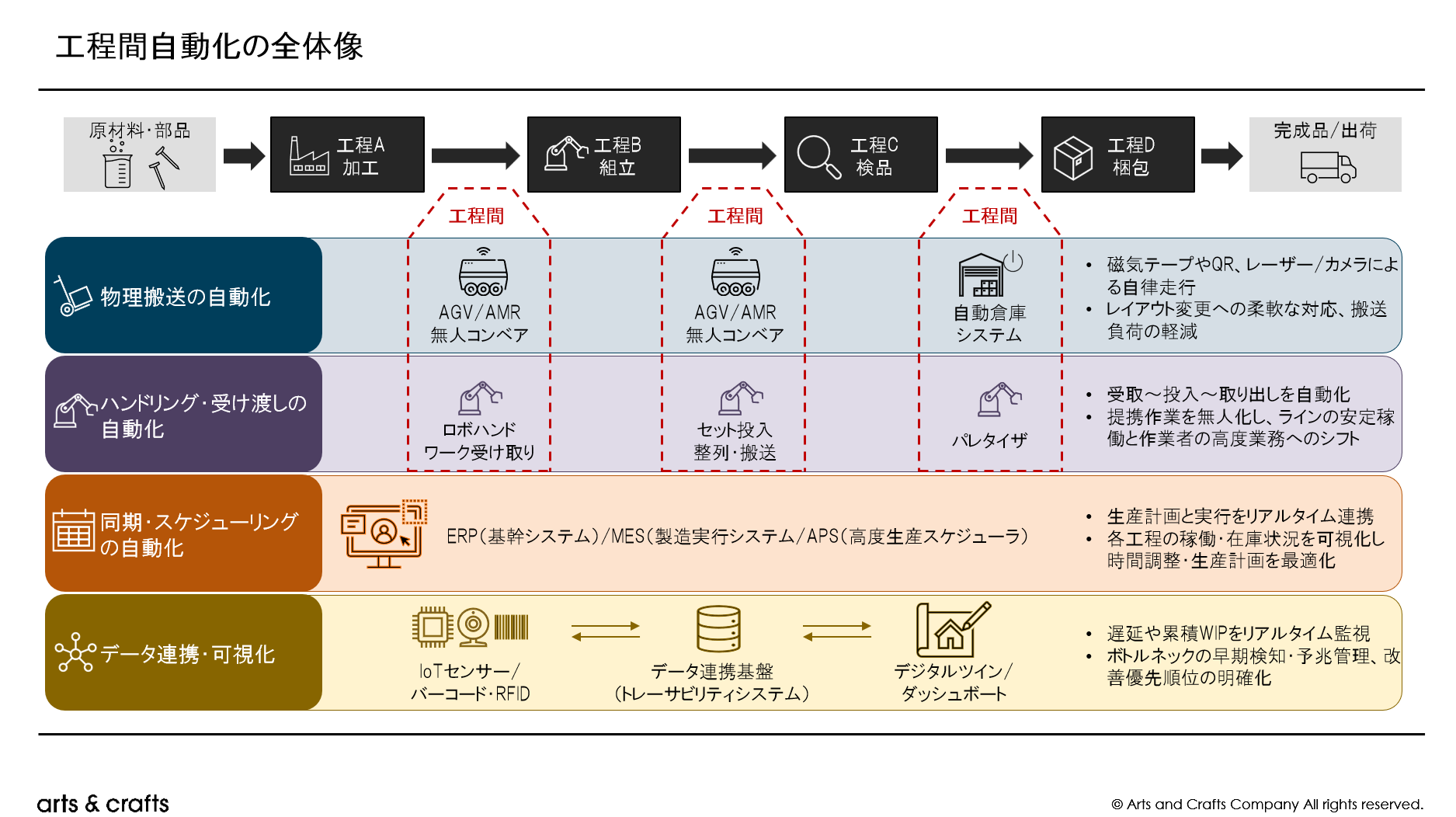
4.工程間自動化の類型
工程間自動化には、技術や役割ごとにいくつかの大きな類型があります。単なる「無人搬送車の導入」だけでなく、以下のように整理すると効果的な投資判断につながります
- 物理搬送の自動化:
- AGV(自動搬送車)やAMR(自律走行ロボット)、無人コンベヤ、自動倉庫システムなど。
- 人が手で行っていた素材・部品搬送を機械に代替し、作業者の移動・運搬負荷を削減する。
- たとえば、AGVは工場内に敷設した磁気テープやQRコードで正確にルートをたどる一方、AMRはレーザーやカメラで自律走行し、レイアウト変更時の柔軟性が高い。現場では、数人で担い運んでいた長尺材料をAMRに置き換えることで、労働負荷を大幅に軽減した事例もある。
- ハンドリング・受け渡しの自動化:
- 産業用ロボットのハンドやパレタイザ/デパレタイザ(自動積卸装置)など。
- 部品受け取り~セット投入~完成品取り出しといった工程接続部の人手作業をロボット化する。たとえば、工作機械と次工程の検査機との間で部品を運搬しながら整列するシステムなどは、人手が介在していた定型作業を無人で実現する。これにより、検査や組立工程のライン安定稼働を支援しつつ、作業者をより複雑な工程に振り分けられる。
- 同期・スケジューリングの自動化:
- MES(製造実行システム)やAPS(高度生産スケジューラ)といったソフトウェア。
- 生産計画と実行をリアルタイムに連携させ、各工程の稼働・在庫情報を可視化して工程間の時間調整を最適化する。
- 米国の製造企業・ソリューション協会(MESA)の調査では、MES導入により平均で製造サイクルタイムが約45%短縮され、仕掛在庫(WIP)も約24%削減されたと報告されている。データ入力や書類処理も自動化され、計画精度と生産性の両面で大幅な改善効果が期待できる。
- データ連携・可視化:
- IoTセンサー、トレーサビリティシステム、デジタルツインなどの情報技術。
- 各工程・搬送機器から取得したデータを統合し、工程間の見えないムダを顕在化する。例えば、搬送の遅延や累積仕掛在庫などをリアルタイムに監視し、ボトルネック発生を未然に察知できる。デジタルツイン技術は現実の工場を仮想空間に再現し、ボトルネック箇所や最適なバッファ配置を可視化することで、改善の優先順位を明確化する。
5.工程間を整えると何が起きるのか、KPIから見る価値
経営視点では、工程間自動化には以下のような具体的な効果(KPI改善)が期待できます:
- リードタイム短縮(待ち時間削減): 工程間で発生していた滞留・待機が解消されるため、製造全体のサイクルタイムが短縮する。MESAの報告ではMES導入による製造サイクルタイム削減率は平均45%に達し、ラインのボトルネック処理時間を見直すほどリードタイムが大幅に改善する。
- 在庫削減(キャッシュフロー改善): 仕掛在庫(WIP)や中間在庫が減少し、在庫回転率が向上する。上述の調査でも平均でWIPが24%削減されたことが示されており、過剰在庫を抱えるリスクが下がる。これにより保管コスト削減や資金効率向上が見込める。
- 人員再配置(付加価値業務へ転換): 単純搬送や手作業が減る分、現場の人員を品質管理やメンテナンス、改善活動といったより付加価値の高い業務に振り向けることができる。
- 柔軟性向上(変種変量対応): 工程間のフロー制御が柔軟になることで、多品種少量や受注変動といった需要変化への対応力が高まる。特に、高度な生産スケジューリングは予期しない遅延にもダイナミックに対処し、納期遵守率の改善に貢献する。
これらのメリットはいずれも「全体最適化」という視点から工場競争力を大きく押し上げるものです。工程間自動化は単なる設備更新ではなく、工場全体のKPI(納期遵守率、在庫回転率、OEEなど)を大きく改善する可能性を持っています。
6.見落とされがちな落とし穴
ただし、工程間自動化は闇雲に機器を導入すればよいわけではなく、いくつかの注意点があります
- 新たなボトルネックの発生: 一部工程間だけを自動化しても、ほかの未解決部分が新たに制約となる。前章で見たように、ボトルネック以外の箇所を改善すると却って仕掛在庫が増え、リードタイムも長くなる可能性。
- システム連携の複雑化: 複数ベンダーの機器・ソフトウェアを組み合わせるため、標準化や通信インタフェースの整備が必須となる。各設備の状態を集約するMES/MOMなどのIT基盤を含めた設計力が求められ、現場の運用と乖離しない構築が必要。
- 現場オペレーションとの乖離: 現場従業員の作業プロセス変更や安全対策も同時に検討しないと、自動化機器が絵に描いた餅に終わる。ツールと人の役割分担を明確化し、現場教育や業務フローの見直しが伴わないと導入効果は半減。
- ROI評価の難しさ: 特に工程間自動化は投資対象が抽象的(“フロー”改善)なので、定量的効果を見積もりにくい。一部だけ改善して効果が薄いケースや、そもそもリードタイム(対外的)が数字に表れにくい場合もあるため、経営層合意のためにはKPI設計やパイロット実証が不可欠。
以上を踏まえると、「工程間自動化は単なる設備導入ではなく、工場全体の設計思想の革新である」と言えます。投資は部分最適ではなく制約条件を狙い撃ちし、設備と情報システム、現場運用を一体で再設計する姿勢が求められます。
7.おわりに 製造業はどこへ向かうのか
技術が成熟し、構造的要求が明確になった今こそ、製造業の発想を「機械最適化」から「フロー最適化」へと転換する好機です。工場はもはや単純な一列ラインではなく、ネットワーク化したフローで構成されています。最適化の対象は個別設備ではなく、部材から完成品までの流れです。各社は、スピードと柔軟性を上位KPIに置いてフローを再設計することで、新たな競争力を獲得できるでしょう。
最後に問いを投げかけるとすれば、
「自動化技術が仕事を奪う時代なのか、それとも人間の可能性を引き出す時代なのか。その答えは技術ではなく、私たち自身の選択にかかっている」と言えます。
【参考】
- IFR「Industrial Robots」
- Kachaka Pro「工程間搬送の自動化をAMRで実現する方法」
- TULIP「リーン生産方式完全ガイド」
- MESA International「MES Explained: A High Level Vision」
- 日経ビジネス「ファナックに学ぶ国産哲学 「完全無人化」真の狙い」
- 日経ザ・ナレッジ「製造業における生産性向上とは」
- エイ・テイ・シイ「自動化システム導入のポイント「全体最適」と「部分最適」」
畑村 サハル
アーツアンドクラフツConsulting & Solution事業部/アナリスト
